
výrobky Kategórie
- FM vysielač
- 0-50w 50w-1000w 2kw-10kw 10kw +
- televízny vysielač
- 0-50w 50-1kw 2kw-10kw
- FM anténa
- TV anténa
- anténa príslušenstvo
- kábel konektor power Splitter Dummy Load
- RF Transistor
- Zdroj
- audio Príslušenstvo
- DTV Front End Zariadenie
- link System
- STL systém Link systém Mikrovlnná rúra
- FM rádio
- power Meter
- Ostatné produkty
- Špeciálne pre Coronavirus
produkty Značky
Fmuser Sites
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> afrikánčina
- sq.fmuser.net -> albánsky
- ar.fmuser.net -> arabčina
- hy.fmuser.net -> Arménsky
- az.fmuser.net -> azerbajdžanský
- eu.fmuser.net -> baskičtina
- be.fmuser.net -> bieloruský
- bg.fmuser.net -> Bulgarian
- ca.fmuser.net -> katalánčina
- zh-CN.fmuser.net -> čínština (zjednodušená)
- zh-TW.fmuser.net -> čínština (tradičná)
- hr.fmuser.net -> chorvátčina
- cs.fmuser.net -> čeština
- da.fmuser.net -> dánčina
- nl.fmuser.net -> Dutch
- et.fmuser.net -> estónčina
- tl.fmuser.net -> filipínsky
- fi.fmuser.net -> fínčina
- fr.fmuser.net -> French
- gl.fmuser.net -> galícijčina
- ka.fmuser.net -> gruzínsky
- de.fmuser.net -> nemčina
- el.fmuser.net -> Greek
- ht.fmuser.net -> haitská kreolčina
- iw.fmuser.net -> hebrejčina
- hi.fmuser.net -> hindčina
- hu.fmuser.net -> Hungarian
- is.fmuser.net -> islandský
- id.fmuser.net -> indonézština
- ga.fmuser.net -> írsky
- it.fmuser.net -> Italian
- ja.fmuser.net -> japončina
- ko.fmuser.net -> kórejčina
- lv.fmuser.net -> lotyšský
- lt.fmuser.net -> litovčina
- mk.fmuser.net -> macedónsky
- ms.fmuser.net -> malajčina
- mt.fmuser.net -> maltčina
- no.fmuser.net -> Norwegian
- fa.fmuser.net -> perzský
- pl.fmuser.net -> poľština
- pt.fmuser.net -> portugalčina
- ro.fmuser.net -> rumunčina
- ru.fmuser.net -> ruština
- sr.fmuser.net -> srbčina
- sk.fmuser.net -> slovenčina
- sl.fmuser.net -> slovinčina
- es.fmuser.net -> španielčina
- sw.fmuser.net -> svahilčina
- sv.fmuser.net -> švédčina
- th.fmuser.net -> Thai
- tr.fmuser.net -> turečtina
- uk.fmuser.net -> ukrajinčina
- ur.fmuser.net -> urdčina
- vi.fmuser.net -> Vietnamese
- cy.fmuser.net -> waleština
- yi.fmuser.net -> jidiš
Výrobný proces DPS 16 krokov k výrobe dosky s plošnými spojmi
„Výroba PCB je v priemysle PCB veľmi dôležitá, úzko súvisí s dizajnom PCB, ale skutočne poznáte všetky kroky výroby PCB pri výrobe PCB? V tomto podiele vám ukážeme 16 krokov výrobného procesu PCB. Vrátane toho, čo sú a ako pracujú v procese výroby DPS ----- FMUSER “
Zdieľanie je starostlivosť!
KROK 1: Dizajn dosiek plošných spojov - návrh a výstup
KROK 2: Plotovanie súborov PCB - generovanie filmu dizajnu DPS
KROK 3: Vnútorné vrstvy Prenos obrazu - TLAČTE VNÚTORNÉ VRSTVY
KROK 4: Leptanie medi - odstránenie nežiaducej medi
KROK 5: Zarovnanie vrstiev - laminovanie vrstiev dohromady
KROK 6: Vŕtanie otvorov - na pripevnenie komponentov
KROK 7: Automatická optická kontrola (iba viacvrstvové PCB)
KROK 8: OXIDE (iba viacvrstvové PCB)
KROK 9: Leptanie a záverečné strihanie vonkajšej vrstvy
KROK 10: Spájkovacia maska, sieťotlač a povrchové úpravy
KROK 12: Elektrická skúška - skúšanie lietajúcou sondou
KROK 13: Výroba - profilovanie a V-bodovanie
KROK 14: Mikrosekcia - ďalší krok
KROK 15: Záverečná kontrola - kontrola kvality DPS
KROK 16: Balenie - slúži to, čo potrebujete
Dizajn plošných spojov
Návrh plošných spojov je počiatočnou fázou procesu leptania, zatiaľ čo štádium inžiniera CAM je prvým krokom pri výrobe novej plošnej spojovej dosky novej dosky s plošnými spojmi,Návrhár analyzuje požiadavku a vyberie príslušné komponenty, ako sú procesor, napájací zdroj atď. Vytvorte návrh, ktorý spĺňa všetky požiadavky.

Vždy si však pamätajte, že dosky plošných spojov by mali byť dôsledne kompatibilné s usporiadaním PCB vytvoreným projektantom pomocou návrhového softvéru PCB. Ak ste dizajnér, mali by ste informovať svojho zmluvného výrobcu o verzii návrhového softvéru PCB použitej na návrh obvodu, pretože pomáha predchádzať problémom spôsobeným nezrovnalosťami pred výrobou PCB.
Keď je dizajn hotový, nechajte si ho vytlačiť na prenosový papier. Dbajte na to, aby sa dizajn zmestil dovnútra lesklej strany papiera.
Existuje tiež veľa terminológií PCB vo výrobe PCB, dizajne PCB atď. Po prečítaní niektorých terminológií PCB z nasledujúcej stránky môžete lepšie porozumieť doske plošných spojov!
Prečítajte si tiež: Slovník terminológie PCB (vhodný pre začiatočníkov) | Dizajn DPS
Dáta zvyčajne prichádzajú v súborovom formáte známom ako rozšírený Gerber (Gerber sa tiež nazýva RX274x), ktorý je najčastejšie používaným programom, aj keď je možné použiť aj iné formáty a databázy.
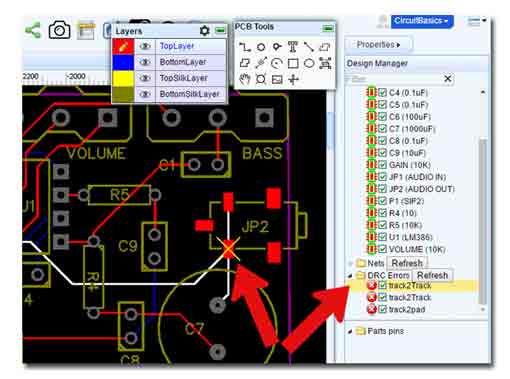
Akonáhle je návrhové rozloženie PCB vložené do softvéru Gerber Extended, prezerajú sa všetky rôzne aspekty návrhu, aby sa zabezpečilo, že nedôjde k chybám.
Po dôkladnom preskúmaní sa dokončený návrh dosiek plošných spojov odnesie do výrobného závodu na výrobu dosiek plošných spojov na výrobu. Pri príchode prechádza návrh druhou kontrolou výrobcu, známou ako kontrola Design for Manufacture (DFM), ktorá zaisťuje:
● Dizajn PCB je vyrobiteľný
● Dizajn PCB spĺňa požiadavky na minimálne tolerancie počas výrobného procesu
▲ BACK ▲
Prečítajte si tiež: Čo je to doska plošných spojov (PCB) Všetko, čo potrebujete vedieť
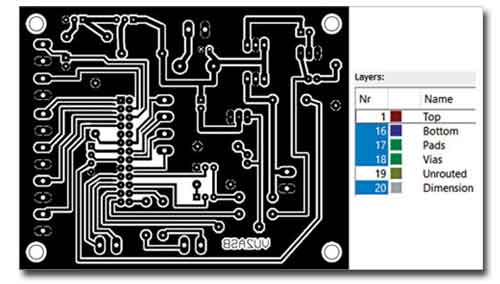
KROK 2: Vynesenie súboru PCB - generovanie filmu dizajnu DPS
Keď sa rozhodnete pre svoj návrh DPS, ďalším krokom je jeho vytlačenie. To sa zvyčajne deje v temnej komore s regulovanou teplotou a vlhkosťou. Rôzne vrstvy fotofilmu s plošnými spojmi sú zarovnané vyrazením presných registračných otvorov do každého hárku filmu. Film je vytvorený na pomoc pri vytváraní postavy medenej cesty.
Tipy: Ako dizajnér PCB nezabudnite po výstupe svojich schematických súborov PCB pripomenúť výrobcom, aby vykonali kontrolu DFM
Špeciálna tlačiareň nazývaná laserový fotoplotter sa bežne používa pri tlači na plošné spoje, hoci ide o laserovú tlačiareň, nejde o štandardnú laserovú tlačiareň.
Ale tento proces natáčania už nie je adekvátny pre miniaturizáciu a technologický pokrok. V niektorých ohľadoch začína byť zastaraná.
Laserový fotoplotter zoberie údaje z dosky a prevedie ich na pixelový obraz. Potom to laser zapíše na film a exponovaný film sa pre operátora automaticky vyvolá a vyloží.
Výsledkom výsledného produktu je plastová fólia s foto negatívom PCB čiernym atramentom. Pre vnútorné vrstvy PCB predstavuje čierny atrament vodivé medené časti PCB. Zvyšná jasná časť obrázka označuje oblasti nevodivého materiálu. Vonkajšie vrstvy majú opačný vzor: jasný pre meď, ale čierny označuje oblasť, ktorá bude vyleptaná. Ploter automaticky vyvolá film a film je bezpečne uložený, aby sa zabránilo nežiaducemu kontaktu.
Každá vrstva DPS a spájkovacej masky dostane vlastný jasný a čierny filmový list. Celkovo dvojvrstvová doska s plošnými spojmi potrebuje štyri listy: dva pre vrstvy a dva pre spájkovaciu masku. Je príznačné, že všetky filmy musia navzájom dokonale zodpovedať. Pri použití v harmónii mapujú vyrovnanie PCB.
Aby sa dosiahlo dokonalé vyrovnanie všetkých fólií, mali by sa do všetkých fólií preraziť registračné otvory. Presnosť otvoru nastáva nastavením tabuľky, na ktorej film sedí. Keď drobné kalibrácie tabuľky vedú k optimálnej zhode, otvor je vyrazený. Otvory zapadnú do registračných kolíkov v ďalšom kroku procesu zobrazovania.
Prečítajte si tiež: Through Hole vs Surface Mount V čom je rozdiel?
▲ BACK ▲
Tento krok sa týka iba dosiek s viac ako dvoma vrstvami. Jednoduché dvojvrstvové dosky preskočia na vŕtanie. Viacvrstvové dosky vyžadujú viac krokov.
Prvým krokom je čistenie medi.
Pri konštrukcii PCB záleží na čistote. Medený laminát sa vyčistí a prenesie do dekontaminovaného prostredia. Vždy nezabudnite na to, aby sa prach nedostal na povrch, ktorý by mohol spôsobiť skrat alebo otvorený obvod na hotovej doske s plošnými spojmi.
Čistý panel prijíma vrstvu fotocitlivého filmu, ktorý sa nazýva fotorezist. Tlačiareň používa výkonné UV žiarovky, ktoré vytvrdzujú fotorezist prostredníctvom priehľadného filmu na definovanie medeného vzoru.
Takto je zaistená presná zhoda medzi fotofilmami a fotorezistom.
Operátor naloží prvý film na kolíky, potom potiahnutý panel a potom druhý film. Podstavec tlačiarne má registračné kolíky zodpovedajúce otvorom vo fotografických nástrojoch a v paneli, ktoré zaisťujú presné zarovnanie vrchnej a spodnej vrstvy.
Film a lepenka sa zoradia a dostanú lúč UV žiarenia. Svetlo prechádza cez číre časti filmu a spevňuje fotorezist na medi pod ním. Čierny atrament z plotra zabráni tomu, aby sa svetlo dostalo do oblastí, ktoré nie sú určené na vytvrdnutie, a je potrebné ich odstrániť.
Pod čiernymi oblasťami zostáva odpor nestvrdnutý. Čistá miestnosť využíva žlté osvetlenie, pretože fotorezist je citlivý na UV svetlo.

Produkt má odolnosť, ktorá správne pokrýva medené oblasti, ktoré majú zostať v konečnej podobe. Technik preskúma dosky, aby zabezpečil, že počas tejto fázy nedôjde k žiadnym chybám. Všetok odpor prítomný v tomto bode označuje meď, ktorá sa objaví v hotovom PCB.
Prečítajte si tiež: Dizajn dosiek plošných spojov Vývojový diagram procesu výroby PCB, PPT a PDF
▲ BACK ▲
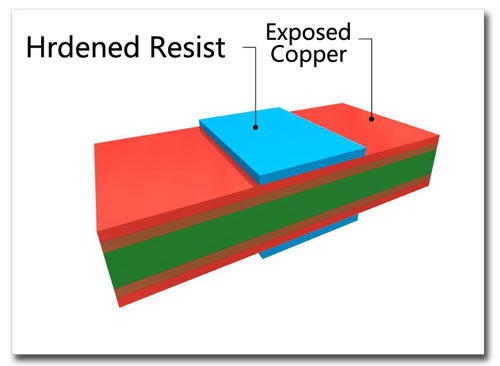
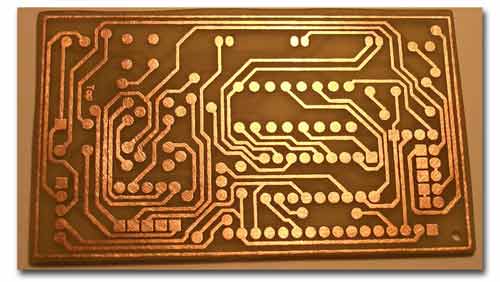
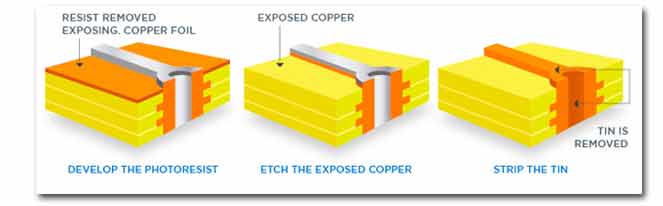
KROK 4: Leptanie medi - odstránenie nežiaducej medi
Pri výrobe plošných spojov je leptanie proces odstraňovania nežiaducej medi (Cu) z dosky plošných spojov. Nežiaduca meď nie je nič iné ako neobvodová meď, ktorá sa odstráni z dosky. Vďaka tomu sa dosiahne požadovaný obvodový diagram. Počas tohto procesu sa z dosky odstráni základná meď alebo počiatočná meď.
Nevytvrdený fotorezist je odstránený a vytvrdený odpor chráni požadovanú meď, doska pokračuje k nežiaducemu odstráneniu medi. Pomocou kyslého leptadla umyjeme prebytočnú meď. Medzitým meď, ktorú si chceme nechať, zostáva úplne zakrytá pod vrstvou fotoodporu.
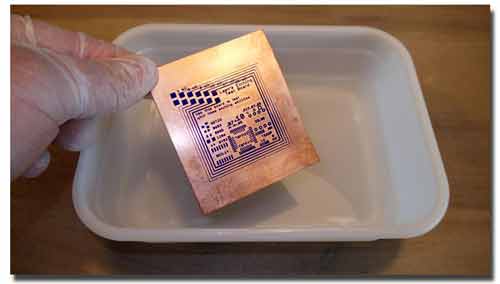
Výrobcovia PCB zvyčajne používajú proces mokrého leptania. Pri mokrom leptaní sa nežiaduci materiál rozpustí, keď sa ponorí do chemického roztoku.
Existujú dve metódy mokrého leptania:
● Alkalické leptanie (amoniakálne)
Kyselinová metóda sa používa na leptanie vnútorných vrstiev na PCB. Táto metóda zahŕňa chemické rozpúšťadlá ako Chlorid železitý (FeCl3) OR Chlorid meďnatý (CuCl2).
Alkalická metóda sa používa na leptanie vonkajších vrstiev na PCB. Tu sa používajú chemikálie chloridová meď (CuCl2 Castle, 2H2O) + hydrochlorid (HCl) + peroxid vodíka (H2O2) + zloženie vody (H2O). Alkalická metóda je rýchly proces a je trochu nákladná.
Proces je starostlivo kontrolovaný, aby sa zabezpečilo, že hotové šírky vodičov sú presne také, aké sú určené. Dizajnéri by si však mali uvedomiť, že hrubšie medené fólie potrebujú medzi dráhami širšie priestory. Obsluha starostlivo skontroluje, či bola odstránená všetka nežiaduca meď
Akonáhle je nežiaduca meď odstránená, je doska spracovaná na stripovanie, kde je z dosky odstránený cín alebo tin / chudý alebo fotorezist.
Teraz sa nežiaduca meď odstraňuje pomocou chemického roztoku. Toto riešenie odstráni nadbytočnú meď bez poškodenia vytvrdeného fotorezistu.
Prečítajte si tiež: Ako recyklovať odpadové dosky s plošnými spojmi? | Veci, ktoré by ste mali vedieť
▲ BACK ▲
KROK 5: Zarovnanie vrstiev - laminovanie vrstiev dohromady
Spolu s tenkými vrstvami medenej fólie na pokrytie vonkajších povrchov hornej a spodnej strany dosky sú páry vrstiev naskladané tak, aby vytvorili „sendvič“ s PCB. Na uľahčenie spojenia vrstiev bude mať každý pár vrstiev medzi ne vložený list „predimpregnovaného laminátu“. Prepreg je materiál zo sklenených vlákien impregnovaný epoxidovou živicou, ktorý sa bude topiť počas tepla a tlaku procesu laminovania. Keď sa predimpregnovaný materiál ochladí, spojí sa dvojice vrstiev.
Na výrobu viacvrstvového PCB sa striedavo vrstvy laminátu z epoxidom napusteného laminátu nazývaného prepreg a vodivé materiály jadra laminujú spolu za vysokej teploty a tlaku pomocou hydraulického lisu. Tlak a teplo spôsobujú roztavenie predimpregnovaného laminátu a spojenie vrstiev. Po ochladení postupuje výsledný materiál rovnakým výrobným procesom ako obojstranný plošný spoj. Tu je viac podrobností o procese laminovania pomocou štvorvrstvovej PCB ako príklad:

Skladanie dosky spolu počas tejto fázy je potrebné venovať veľkú pozornosť detailom, aby sa udržalo správne zarovnanie obvodov v rôznych vrstvách. Akonáhle je stoh hotový, sendvičové vrstvy sa laminujú a teplo a tlak procesu laminovania spojí vrstvy dohromady do jednej dosky s plošnými spojmi.
▲ BACK ▲
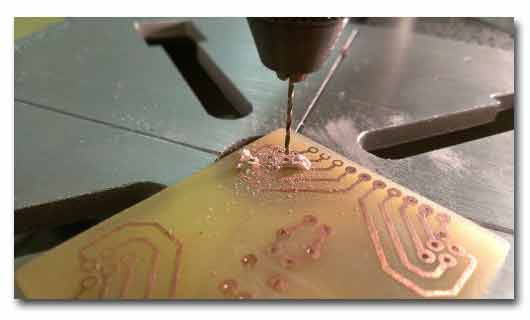
KROK 6: Vŕtanie otvorov - na pripevnenie komponentov
Vias, montážne a iné otvory sú vŕtané cez DPS (zvyčajne v panelových komponentoch, v závislosti od hĺbky vŕtačky). Presnosť a čisté steny otvorov sú nevyhnutné, a to zaručuje sofistikovaná optika.
Na vyhľadanie umiestnenia cieľov vŕtania identifikuje röntgenový lokátor správne cieľové body vŕtania. Potom sa vyvŕtajú správne registračné otvory, aby sa zabezpečil stoh pre sériu konkrétnejších otvorov.
Pred vŕtaním technik umiestni dosku pod tlmivý materiál pod cieľ vŕtačky, aby sa zabezpečilo, že bude vykonaný čistý vývrt. Výstupný materiál zabraňuje akémukoľvek zbytočnému trhaniu na východoch vrtáka.
Počítač riadi každý mikroskopický pohyb vŕtačky - je len prirodzené, že produkt, ktorý určuje správanie strojov, by sa spoliehal na počítače. Počítačom riadený stroj používa vrtný súbor z pôvodného návrhu na identifikáciu správnych miest na vyvrtanie.
Hneď ako sú otvory vyvŕtané, vyčistia sa pomocou chemických a mechanických procesov, aby sa odstránili zvyšky živice a zvyšky spôsobené vŕtaním. Celý exponovaný povrch dosky vrátane vnútornej strany otvorov je potom chemicky potiahnutý tenkou vrstvou medi. Takto sa vytvorí kovový základ na galvanizáciu ďalšej medi do otvorov a na povrch v ďalšom kroku.
Po dokončení vŕtania sa prídavná meď, ktorá lemuje okraje výrobného panelu, odstráni profilovacím nástrojom.
▲ BACK ▲
KROK 7: Automatická optická kontrola (iba viacvrstvové PCB)
Po laminovaní je nemožné vyriešiť chyby vo vnútorných vrstvách. Preto je panel pred spojením a laminovaním podrobený automatickej optickej kontrole. Stroj skenuje vrstvy pomocou laserového senzora a porovnáva ich s pôvodným súborom Gerber, aby uviedol prípadné nezrovnalosti.
Keď sú všetky vrstvy čisté a pripravené, je potrebné skontrolovať ich vyrovnanie. Vnútorná aj vonkajšia vrstva budú vyrovnané pomocou otvorov vyvŕtaných skôr. Optický dierovací stroj vyvŕta špendlík cez otvory, aby boli vrstvy vyrovnané. Potom sa začne proces kontroly, aby sa zabezpečilo, že nedôjde k žiadnym nedokonalostiam.
Najbežnejšie udalosti, ktoré sa vyskytnú počas procesu zobrazenia vrstvy, ktoré vedú k krátkemu alebo otvorenému problému, sú:
● Obrázok je vystavený nesprávne, čo spôsobí buď zväčšenie / zmenšenie veľkosti funkcií.
● Zlý suchý film odoláva adhézii, ktorá môže na leptanom vzore spôsobiť škrabance, porezanie alebo dierky.
● Meď je podleptaný, zanechávajúca nežiaducu meď alebo spôsobujúca zväčšenie veľkosti alebo skratov.
● Meď je preleptané, odstránenie nevyhnutných medených prvkov, vytváranie zmenšených veľkostí alebo výrezov.
AOI je v konečnom dôsledku dôležitou súčasťou výrobného procesu, ktorý pomáha zabezpečiť presnosť, kvalitu a včasné dodanie PCB.
▲ BACK ▲
Oxid (nazývaný čierny oxid alebo hnedý oxid v závislosti od procesu), je chemická úprava vnútorných vrstiev viacvrstvových PCB pred lamináciou na zvýšenie drsnosti plátovanej medi na zlepšenie pevnosti laminovaného spoja. Tento proces pomáha zabrániť delaminácii alebo oddeleniu medzi niektorou z vrstiev základného materiálu alebo medzi laminátom a vodivou fóliou, akonáhle je výrobný proces dokončený.
KROK 9: Leptanie vonkajšej vrstvy a záverečné prúžkovanie
Odizolovanie fotorezistu
Po pokovení panelu je fotoodpor nežiaduci a je potrebné ho z panelu odstrániť. To sa deje v a horizontálny proces obsahujúce čistý alkalický roztok, ktorý účinne odstraňuje fotoodpor a ponecháva základnú meď panelu odkrytú na odstránenie v nasledujúcom procese leptania.
Cín v tomto štádiu chráni ideálnu meď. Nežiaduca exponovaná meď a meď pod zvyškom rezistívnej vrstvy sa odstránia. Pri tomto leptaní na leptanie nežiaducej medi používame amoniakálny leptadlo. Počas tejto fázy cín medzitým zaistí potrebnú meď.
V tejto fáze sa legitímne usadia vodivé regióny a spojenia.
Odizolovanie cínu
Po procese leptania je meď prítomná na PCB pokrytá odolnosťou proti leptaniu, tj. Cínom, ktorý už nie je potrebný. Preto predtým, ako pokračujeme, ju vyzlečieme. Na odstránenie cínu môžete použiť koncentrovanú kyselinu dusičnú. Kyselina dusičná je veľmi účinná pri odstraňovaní cínu a nepoškodzuje stopy po medenom okruhu pod kovom cínu. Teraz teda máte na PCB jasný zreteľný obrys medi.
Po dokončení pokovovania na paneli suchý film odolá zvyškom a je potrebné odstrániť meď, ktorá leží pod ním. Panel teraz prejde procesom strip-etch-strip (SES). Panel je zbavený rezistencie a meď, ktorá je teraz odkrytá a nie je pokrytá cínom, sa leptá, takže zostanú iba stopy a podložky okolo otvorov a ďalšie medené obrazce. Suchý film sa odstráni z pocínovaných panelov a exponovaná meď (nechránená cínom) sa odleptá a zanechá požadovaný obvodový vzor. V tomto okamihu je dokončený základný obvod dosky
▲ BACK ▲
KROK 10: Spájkovacia maska, Sieťotlač a Povrchové úpravy
Na ochranu dosky počas montáže sa materiál spájkovacej masky nanáša pomocou procesu vystavenia UV žiareniu, ktorý sa podobá postupu použitému pri fotorezistore. Táto spájkovacia maska bude zakryte celý povrch dosky okrem kovových podložiek a prvkov, ktoré budú spájkované. Okrem spájkovacej masky sú na dosku sieťotlačou označované označenia komponentov a ďalšie označenia dosky. Spájkovacia maska aj atrament zo sieťotlače sa vytvrdia pečením plošných spojov v rúre.
Doska s plošnými spojmi bude mať tiež povrchovú úpravu nanesenú na odkryté kovové povrchy. To pomáha chrániť exponovaný kov a pomáha pri spájkovaní počas montáže. Jedným z príkladov povrchovej úpravy je vyrovnanie teplovzdušnej spájky (HASL). Doska sa najskôr natrie tavidlom, aby sa pripravila na spájku, a potom sa ponorí do kúpeľa s roztavenou spájkou. Keď je doska vybratá z spájkovacieho kúpeľa, vysokotlakový prúd horúceho vzduchu odstráni prebytočnú spájku z otvorov a vyhladí ju na kovovom povrchu.
Aplikácia spájkovacej masky
Spájkovacia maska sa nanáša na obe strany dosky, predtým sú však panely pokryté atramentom z epoxidovej spájkovacej masky. Dosky dostávajú záblesk UV svetla, ktoré prechádza spájkovacou maskou. Zakryté časti zostávajú nevytvrdené a budú odstránené.
Ako štandardná farba spájkovacej masky bola zvolená zelená, pretože nezaťažuje oči. Predtým, ako stroje mohli skontrolovať PCB počas procesu výroby a montáže, boli to všetko ručné kontroly. Horné svetlo používané technikom na kontrolu dosiek sa neodráža na zelenej spájkovacej maske a je to najlepšie pre ich oči.
Nomenklatúra (sieťotlač)
Silk-screening alebo profilovanie je proces tlače všetkých dôležitých informácií na PCB, ako sú ID výrobcu, čísla komponentov názvov spoločností, ladiace body. To je užitočné pri opravách a opravách.

Je to tiež najumeleckejší proces výroby DPS. Na takmer dokončenú dosku sa tlačí tlačou čitateľných písmen, ktoré sa bežne používajú na identifikáciu komponentov, testovacích bodov, čísel dielov PCB a PCBA, varovných symbolov, log spoločnosti, dátumových kódov a značiek výrobcu.
DPS nakoniec prechádza do posledného stupňa nanášania a vytvrdzovania.
Zlatá alebo strieborná povrchová úprava
DPS je pokrytá zlatom alebo striebrom, aby sa doske dodala ďalšia spájkovacia schopnosť, čo zvýši väzbu spájky.
Aplikácia každej povrchovej úpravy sa môže v procese mierne líšiť, ale spočíva v ponorení panelu do chemického kúpeľa na pokrytie akejkoľvek exponovanej medi požadovanou povrchovou úpravou.
Posledným chemickým procesom použitým na výrobu DPS je povrchová úprava. Zatiaľ čo spájkovacia maska pokrýva väčšinu obvodov, povrchová úprava je navrhnutá tak, aby sa zabránilo oxidácii zostávajúcej exponovanej medi. To je dôležité, pretože oxidovanú meď nemožno spájkovať. Existuje mnoho rôznych povrchových úprav, ktoré možno použiť na dosku s plošnými spojmi. Najbežnejšia je úroveň horkovzdušnej spájky (HASL), ktorá sa ponúka ako led aj bezolovnatá. Ale v závislosti na špecifikáciách PCB, aplikácii alebo postupe montáže môžu vhodné povrchové úpravy zahŕňať Electroless Nickel Immersion Gold (ENIG), Soft Gold, Hard Gold, Immersion Silver, Immersion Cin, Organic Solderability Preservative (OSP) a ďalšie.
DPS sa potom pokovuje zlatou, striebornou alebo bezolovnatou HASL alebo horkovzdušnou spájkovacou niveláciou. To sa deje tak, aby bolo možné komponenty spájkovať s vytvorenými podložkami a chrániť meď.
▲ BACK ▲
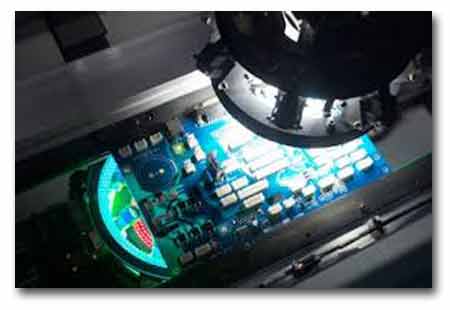
KROK 12: Elektrická skúška - Testovanie lietajúcou sondou
Ako posledné preventívne opatrenie na detekciu bude doska technikom testovaná na funkčnosť. V tomto okamihu používajú automatizovaný postup na potvrdenie funkčnosti DPS a jeho zhody s pôvodným dizajnom.
Spravidla sa nazýva pokročilá verzia elektrického testovania Testovanie lietajúcou sondou čo závisí od pohyblivých sond na testovanie elektrického výkonu každej siete na obnaženej doske plošných spojov, sa použije pri elektrickej skúške.
Budú identifikované akékoľvek skraty alebo otvorenia, čo umožňuje operátorovi vykonať opravu alebo vyradiť PCB ako chybnú. V závislosti od zložitosti konštrukcie a počtu testovacích bodov môže trvať elektrický test kdekoľvek od niekoľkých sekúnd až po niekoľko hodín.
V závislosti na rôznych faktoroch, ako je zložitosť návrhu, počet vrstiev a rizikový faktor komponentu, sa niektorí zákazníci rozhodnú vzdať sa elektrického testovania, aby ušetrili čas a náklady. To môže byť v poriadku pre jednoduché obojstranné dosky plošných spojov, kde sa nemôže pokaziť veľa vecí, ale vždy odporúčame elektrické skúšky na viacvrstvových prevedeniach bez ohľadu na zložitosť. (Tip: Jedným zo spôsobov, ako zabrániť neočakávaným chybám, je poskytnúť výrobcovi okrem súborov návrhu a výrobných poznámok aj „netlist“.)
▲ BACK ▲
KROK 13: Výroba - Profilovanie a V-bodovanie
Po dokončení elektrického testovania panelu s plošnými spojmi sú jednotlivé dosky pripravené na oddelenie od panelu. Tento proces sa vykonáva na CNC stroji alebo smerovači, ktorý smeruje každú dosku z panelu do požadovaného požadovaného tvaru a veľkosti. Bity routeru, ktoré sa zvyčajne používajú, sú veľké 0.030 - 0.093 a na urýchlenie procesu je možné na seba naskladať viac panelov s výškou dva alebo tri, v závislosti od ich celkovej hrúbky. Počas tohto procesu je CNC stroj tiež schopný vyrábať drážky, skosenia a skosené hrany pomocou rôznych bitových frézovacích veľkostí.
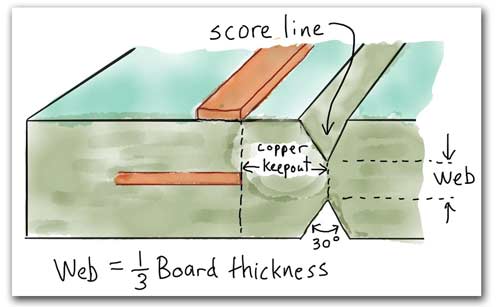
Proces smerovania je a frézovací proces, pri ktorom sa frézovací bit použije na vyrezanie profilu požadovaného obrysu dosky. Panely sú „pripnutý a naskladaný“, Ako sa to predtým robilo počas procesu„ Drill “. Zvyčajný stoh je 1 až 4 panely.
Na profilovanie dosiek plošných spojov a ich vystrihnutie z výrobného panelu potrebujeme rezanie, ktorým je vyrezanie rôznych dosiek z pôvodného panelu. Použitá metóda bola zameraná buď na použitie smerovača, alebo v-drážky. Smerovač ponecháva malé jazýčky pozdĺž okrajov dosky, zatiaľ čo v-drážka reže diagonálne kanály po oboch stranách dosky. Oba spôsoby umožňujú, aby sa dosky ľahko vysunuli z panelu.
Namiesto smerovania jednotlivých malých dosiek môžu byť dosky plošných spojov smerované ako polia obsahujúce viac dosiek s výčnelkami alebo deliacimi ryhami. To umožňuje ľahšiu montáž viacerých dosiek súčasne a zároveň umožňuje montážnemu pracovníkovi, aby po dokončení montáže rozložil jednotlivé dosky.
Nakoniec sa skontroluje čistota dosiek, ostré hrany, otrepy atď. A podľa potreby sa vyčistia.
KROK 14: Mikrosekcia - ďalší krok
Mikrořezanie (tiež známe ako prierez) je voliteľným krokom vo výrobnom procese PCB, ale je cenným nástrojom používaným na overenie vnútornej konštrukcie PCB na účely overenia aj analýzy porúch. Na vytvorenie vzorky na mikroskopické vyšetrenie materiálu sa vyrezá prierez PCB a umiestni sa do mäkkého akrylu, ktorý okolo neho stvrdne v tvare hokejového puku. Rez sa potom vyleští a pozoruje pod mikroskopom. Podrobnú kontrolu je možné vykonať kontrolou mnohých podrobností, ako sú hrúbky pokovovania, kvalita vŕtania a kvalita vnútorných prepojení.

KROK 15: Záverečná kontrola - kontrola kvality PCB
V poslednom kroku procesu by inšpektori mali podrobiť každej PCB záverečnú dôkladnú kontrolu. Vizuálna kontrola PCB oproti kritériám prijatia. Používanie manuálnej vizuálnej kontroly a AVI - porovnáva PCB s Gerberom a má vyššiu rýchlosť kontroly ako ľudské oči, stále si však vyžaduje ľudské overenie. Všetky objednávky sú tiež predmetom úplnej kontroly vrátane rozmerovej, spájkovateľnosti atď aby sme zaistili, že produkt zodpovedá štandardom našich zákazníkova pred zabalením a odoslaním sa na palubách dávok vykoná 100% audit kvality.

● IPC-A-600 - Prijateľnosť tlačených dosiek, ktorá definuje priemyselný štandard kvality pre akceptáciu PCB.
● IPC-6012 - Kvalifikačná a výkonová špecifikácia pre tuhé dosky, ktorá ustanovuje typy tuhých dosiek a popisuje požiadavky, ktoré musia byť splnené pri výrobe pre tri výkonnostné triedy dosiek - trieda 1, 2 a 3.
DPS triedy 1 by mal obmedzenú životnosť a požiadavkou je jednoducho funkcia produktu na konečné použitie (napr. Otvárač garážových brán).
DPS triedy 2 by bol taký, kde je požadovaný nepretržitý výkon, predĺžená životnosť a nepretržitá služba, ale nie kritická (napr. Základná doska PC).
DPS triedy 3 by zahŕňal konečné použitie, kde je kritický nepretržitý vysoký výkon alebo výkon na požiadanie, nemožno tolerovať poruchu a produkt musí fungovať, keď je to potrebné (napr. Systémy riadenia letu alebo obrany).
▲ BACK ▲
KROK 16: Balenie - slúži to, čo potrebujete
Dosky sú zabalené z materiálov, ktoré zodpovedajú štandardným požiadavkám na balenie, a potom sú zabalené pred odoslaním požadovaným spôsobom prepravy.
A ako asi tušíte, čím vyššia trieda, tým drahšie PCB. Všeobecne sa rozdiel medzi triedami dosahuje vyžadovaním prísnejších tolerancií a kontrol, ktoré vedú k spoľahlivejšiemu produktu.
Bez ohľadu na uvedenú triedu sa veľkosti otvorov kontrolujú pomocou kolíkových mierok, vizuálne sa kontroluje celkový vzhľad spájkovacej masky a legendy, kontroluje sa maska spájky a zisťuje sa, či na podložkách nie sú nejaké zásahy, kvalita a pokrytie povrchu povrch sa skúma.
Pokyny pre inšpekcie IPC a to, ako súvisia s dizajnom PCB, je pre dizajnérov PCB veľmi dôležité zoznámiť sa s nimi, rovnako dôležitý je proces objednávania a výroby.
Nie všetky dosky plošných spojov sú vytvorené rovnako a porozumenie týmto pokynom pomôže zaistiť, aby vyrobený produkt spĺňal vaše očakávania týkajúce sa estetiky aj výkonu.
Ak si POTREBUJETE AKÚKOĽVEK POMOC s Dizajn DPS alebo máte otázky týkajúce sa Kroky výroby DPS, prosím neváhajte zdieľať s FMUSER, VŽDY POČUJEME!

Zdieľanie je starostlivosť!
▲ BACK ▲
